



砂輪是一種常見的磨料制品,是磨料磨具行業的重要部分,砂輪成型過程是將磨料與粘結劑混合后放入模具中,進行布料均勻,然后運行液壓機進行下壓,當壓力達到預定值后,進行保壓一段時間,然后卸壓回程,頂出缸將成品頂出。壓制砂輪成型機,根據砂輪的規格尺寸,選用不同噸位的砂輪成型液壓機,常用有315噸、500噸、630噸、1250噸、2000噸、3500噸等。采用四柱下壓式結構,體積小、壓力大、耗能低、操作及維修方便等特點。配備適當輔機及加熱裝置,可壓制陶瓷砂輪、樹脂切割砂輪、樹脂金剛石砂輪及金剛石鋸片等。

砂輪的加工可以分為兩種方式,一種為熱壓法,是將磨料用熱壓的方法壓制燒結而成,這種方式適合小型砂輪,所需設備噸位小,制取砂輪片精度較好,砂輪片強度高、使用壽命長;第二種便是冷壓法,是將磨料用冷壓的方法壓制成型,然后在進行燒結而成,這種方法工藝簡單,模具壽命長,批量生產周期短效率高,生產成本低,適合大型砂輪的加工,所需設備的噸位較大。
加工砂輪的過程:
1、配料與混料
磨料的配制根據配料手冊進行計算,一種砂輪所需要的磨料,結合劑,糊精粉,水玻璃,或者成孔材料都可以計算出來。例如我們做 350*40*127 的砂輪,即外徑 350mm,內孔127mm,厚度 40mm。磨料 WA(白剛玉),粒度 F46, 硬度 K,組織號 6,結合劑:有,最高工作線速度 40m/s,片數:10。成型尺寸 353*43*128,做這個砂輪前先算出砂輪單重,根據公式可以算出砂輪的單重 7.9kg,算出總重,根據配料手冊可以算出所需磨料 WA46#:37.6kg,結合劑 B2:3.572kg,糊精粉:0.564kg,1.4 比重的水玻璃:1.354kg,混 2 鍋料即可。然后從倉庫中稱出所需的各種磨料,配好等待混料。混料即是將配好的料按順序依次倒入混料機內混均勻的過程。

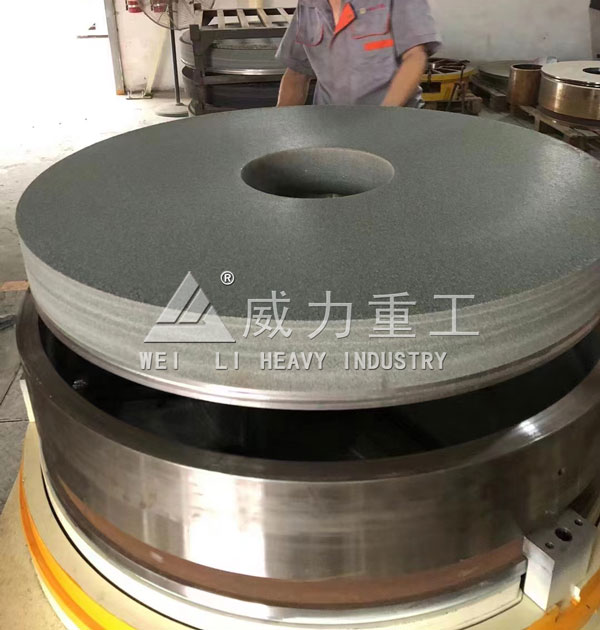
壓制成型砂輪產品
2、成型
砂輪的成型主要是通過模套成型然后在500噸四柱液壓機上壓制。成型前,也應篩一遍磨料,然后稱出成型砂輪所需的磨料的重量,倒入500噸砂輪成型液壓機成型部分,然后攪料盡量均勻,用刮板刮平,放入模板,模板上再壓上摸套,推入500噸四柱液壓機液壓部分,啟動液壓機,可以設定一定的壓力,500噸砂輪成型液壓機加壓到設定壓力便會停止,然后卸壓,頂出成型砂輪。測量砂輪厚度是否在循序誤差范圍內,然后放到砂輪架上。
500噸砂輪成型液壓機設有快速油缸,結構簡單、動作靈敏可靠、操作安全方便,可實現點動調整和半自動工作兩種操作方式。半自動工作中,活動工作臺可完成快速下行、慢速靠模、加壓、自動回程和回程停止整個工作循環。模具使用壽命長,能耗低。采用導軌導向,保證壓制精度。采用先進的液壓傳動技術,易實現過載保護,能實現自潤滑,故使用壽命較長。調節簡單,操縱方便,易于實現自動化,如與電氣控制相配合,可方便地實現順序動作和遠程控制。
砂輪磨料制品
500噸砂輪成型液壓機采用三梁四柱式結構設計,四柱式高強度優質圓鋼制作,表面鍍硬鉻,耐磨性好;工作臺設有頂料缸,可用性強;壓力、行程、保壓等可按壓制工藝要求調整;液壓控件采用插裝閥集成系統,動作可靠,使用壽命長,液壓沖擊小,減小了連接管路與泄漏點;獨立的電氣控件系統,工作可靠,動作直觀,維修方便;采用按鈕集中控制,具有調整、雙手單次循環二種操作方式。山東威力重工可根據砂輪的規格尺寸,設計定做不同噸位的砂輪液壓機,采購了解砂輪液壓機設備,咨詢公司張經理:18306370898(可加微信)

500噸砂輪壓制成型液壓機
上一篇:上一篇:新一代150x150|300x300錨桿托盤自動化生產線
下一篇:下一篇:3000噸石墨坩堝液壓機模壓方形坩堝一次成型

